پارچه آهاردار چیست و یعنی چه؟
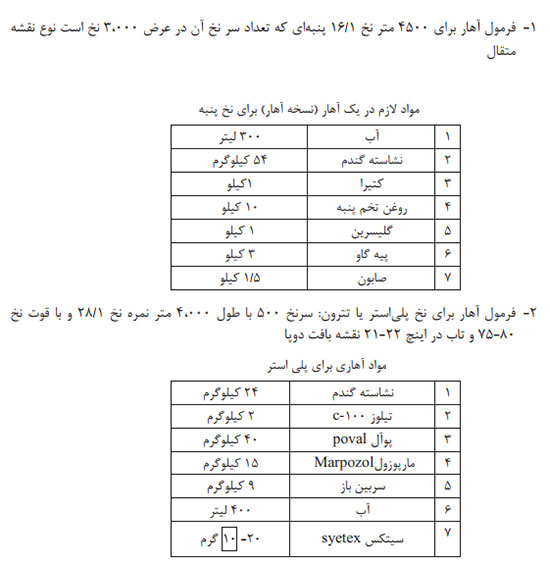
بعضی از نخهای مورد استفاده در مراحل تولید پارچه استحکام کافی برای گذراندن مراحل بافندگی را ندارند و نخ پارگی زیادی اتفاق خواهد افتاد پس نخها قبل از بافندگی آهار زده میشوند تا استحکام و ثبات ثایشی آنها افزایش یابد، در نتیجه پارچه تولید شده یک پارچه آهار دار خواهد بود. در نظر داشته باشید که نخ را آهار میزنند و به پارچه آهاری زده نمیشود.
پس اصطلاح آهار پارچه از کجا آمده است؟
اگر در کار تولید لباس یا تولید تیشرت باشید و یا به عبارتی کلا با پارچه در ارتباط باشید خیلی میشنوید که لباس بعد از چند بار شستشو آهارش میره و حالت شق و رقی آن از بین میرود و مثل روز اول صاف نمیایستد ، دوستان به اون موادی که به پارچه میزنند پُر کننده میگویند و اسمش آهار نیست. ما آهار را به نخ میزنیم ، و اگر نخ مورد نظر آهارخورده باشد باید آهار زدایی شود.
آهار زنی پارچه و لباس
بیایید دقیق تر به آهار زدن لباس ها بپردازیم. آهار زدن در اصل روشی است که از آن برای شق و رق کردن لباس ها و حذف چین و چروک آنها استفاده می شود. اما این روش مزایا و معایبی دارد.
مزایا
به لباس ها ظاهری صاف و شق و رق می بخشد.
آلودگی ها و عرق به جای اینکه جذب خود لباس شوند، به مواد آهار می چسبند. به همین دلیل اینگونه لباس ها راحت تر تمیز می شوند.
آهار زدن باعث راحت تر شدن اتوی لباس ها می شود.
احتمال چروک شدن لباس های آهار زده کمتر است.
لباس های آهار زده کمتر نیاز به شستشو دارند؛ از این رو می توانید بعد از هر سه بار پوشیدن آنها را بشویید.
معایب
وقتی لباس ها آهار زده می شوند؛ سفت تر و خشن تر به نظر می آیند و ممکن است پوست فرد را اذیت کنند.
آهار ممکن است باعث تجزیه پارچه لباس ها شود. اگر عادت دارید که مرتباً لباس های خود را آهار بزنید؛ لباس هایتان کمتر عمر می کنند.
نحوه آهار زدن لباس ها
شما می توانید لباس های خود را به خشکشویی ببرید و از آنها بخواهید که لباس هایتان را آهار بزنند. یا اینکه می توانید خودتان روش انجام این کار را فرا بگیرید.
آنچه برای این کار نیاز دارید:
اسپری آهار (برای لباس های نخی یا لیننی)
آهار لباس (برای لباس های الیاف مصنوعی)
میز اتو
اتو
چوب لباسی.
دستورالعمل مرحله به مرحله کار به صورت زیر است:
شستشو و خشک کردن: لباسی که قصد دارید آهار بزنید را در ابتدا بشویید و خشک کنید. مطمئن شوید که لباستان فاقد لکه است؛ زیرا اتو باعث تثبیت لکه ها می شود.
قرار دادن لباس روی میز اتو: لباس را روی میز اتو پهن کنید. بهتر است از اتویی استفاده کنید که دارای روکش منعکس کننده گرماست؛ در این صورت کارتان راحت تر می شود.
اسپری آهار: آهار را به صورت یکنواخت روی تمام قسمت های لباس بپاشید. چند لحظه منتظر بمانید تا ماده آهار کاملاً در لباس نفوذ کند.
اتو زدن: برچسب مراقبتی لباس را بررسی نمایید و اتو را براساس آن روی بالاترین درجه حرارت ممکن تنظیم کنید. زمان اتو کردن از حالت بخار استفاده نکنید، زیرا با این کار لباس بعد از آهار زدن، حالت شق و رق پیدا نمی کند. سپس لباس را محکم اتو بکشید.
آویزان نمودن: بعد از اینکه لباس را اتو کردید؛ آن را روی چوب لباسی آویزان کنید تا کاملاً خشک شود. با این کار لباس دیگر چروک نمی گردد.
دیدید که چقدر ساده بود؛ حالا می توانید به راحتی لباس هایتان را در خانه آهار بزنید، و تا حد زیادی در وقت و هزینه خود صرفه جویی کنید.
چه لباس هایی را نمی توان آهار زد؟
هر چند آهار زدن لباس ها کار نسبتاً آسانی است؛ اما باید مراقب باشید، زیرا برخی از لباس ها را نمی توان آهار زد، چرا که آهار باعث سفت شدن آن نوع لباس ها می شود. هر چند برنج و مایدا موجود در ماده آهار برای لباس های پنبه ای بسیار مناسب هستند؛ اما این اصل در مورد پارچه های با جنس های مختلف صدق نمی کند. در واقع هر لباسی که نمی خواهید سفت و شق و رق شود، در این لیست قرار می گیرد؛ مثل:
لباس های ابریشمی خالص
لباس های ترکیب ابریشمی
لباس های ظریف الیاف مصنوعی
لباس های پشمی
لباس های ترکیب پشمی
لباس های ترمه.
پارچه هایی هم وجود دارند که نمی توان آنها را به صورت سنتی آهار زد و در عوض به آهار پارچه نیاز دارند. پارچه های مصنوعی بادوام مانند پلی استر و نایلون از این دسته هستند؛ زیرا آهار پارچه از آنها محافظت می کند.
نکاتی در زمینه آهار زدن لباس ها
بیایید نگاهی دقیق تر به آهار زدن لباس ها بیاندازیم تا این کار برایتان سهل تر و راحت تر شود:
محصولات آهار دارای سطوح مختلفی هستند. آنها در سه سطح سبک، متوسط و سنگین در دسترس می باشند. اگر از مواد آهار سنگین تر استفاده می کنید؛ در خلال آهار زدن لباس آن را بخیسانید و سپس بشویید تا لایه های اضافی آهار پاک شوند. این کار باعث افزایش طول عمر لباستان می شود.
اگر لباسی را آهار زده اید؛ آن را در انبار قرار ندهید و یا مدتی طولانی در کمد نگهداری نکنید. تنها لباس هایی را آهار بزنید که قرار است بپوشید. زیرا آهار می تواند حشرات زشت و کثیف را به خود جذب کند. همیشه قبل از اقدام به نگهداری یک لباس، آن را کاملاً تمیز کنید تا مواد آهار آن از بین برود.
در صورت استفاده از آهار مایع، دو فنجان از آن را با سه گالن آب مخلوط کنید. لباس را در محلول فرو کرده و سپس آن را آویزان نمایید تا خشک شود. سپس آن را در حالیکه هنوز مرطوب است، اتو کنید.
اگر در برچسب مراقبتی لباس ذکر شده که تنها باید با روش خشکشویی تمیز شود؛ این اصل شامل آهار زدن آن هم می گردد. از این رو باید اینگونه لباس ها را به خشکشویی ببرید و از آنها بخواهید لباستان را آهار بزنند.
به جای محصولات آماده ای که در فروشگاه ها وجود دارند می توانید از نشاسته ذرت استفاده کنید؛ زیرا به خوبی سفت می شود. ۱.۵ قاشق غذاخوری نشاسته ذرت را با دو فنجان آب مخلوط کنید تا خمیر شیری به دست بیاید. سینک ظرفشویی را با آب گرم پر کنید و محلول را به آن بیافزایید. پیراهن را در این محلول خیس کنید؛ سپس آن را درآورده و آویزان کنید تا خشک شود. لباس را در حالیکه هنوز مرطوب است اتو نمایید.
اگر خودتان محلول آهار را آماده می کنید؛ سعی کنید آن را در یک بطری اسپری نگهداری نمایید. در این صورت وقتی دوباره قصد آهار زدن لباس را داشتید؛ می توانید به راحتی از این محلول آماده استفاده کنید. در این حالت کافی است لباس را روی میز اتو قرار داده و محلول را روی آن اسپری کنید؛ دیگر نیاز نیست لباس را در محلول خیسانده و دوباره آویزان نمایید تا خشک گردد.
سوالات متداول در زمینه آهار زدن لباس ها
اگر هنوز پرسش هایی در این زمینه دارید، در ادامه با ما همراه باشید؛ زیرا قصد داریم به رایج ترین سوالات مطرح در این زمینه پاسخ دهیم.
آیا آهار زدن پیراهن ها به آنها آسیب می رساند؟
آهار در کوتاه مدت می تواند از پیراهن ها در برابر لکه و کثیفی محافظت کند. آیا از اینکه لکه عرق، یقه پیراهن شما را لکه دار کند، متنفرید؟ اگر پیراهن خود را آهار بزنید دیگر با چنین مشکلی روبرو نخواهید شد. دیگر حتی شستشوی پیراهن هم برایتان راحت تر می شود؛ زیرا گرد و خاک و کثیفی ها به آهار می چسبد نه به پارچه پیراهن. آهار با گذشت زمان می تواند الیاف لباس را تجزیه کرده و پیراهن را فرسوده کند. اما اگر عاشق ظاهر شق و رق پیراهن خود هستید؛ ارزش این را دارد که هر چند وقت یک بار، آنها را آهار بزنید.
آیا می توان شلوارهای رسمی را آهار زد؟
آهار باعث می شود که این شلوارها شق و رق و زیبا به نظر بیایند و خط اتوی آنها بیشتر به چشم برسد. اما باید در ابتدا ببینید که شلوار از چه جنسی است. اگر پارچه آن از الیاف مصنوعی ساخته شده است؛ باید از آهار لباس استفاده کنید. اما اگر الیاف شلوار ترکیبی از پشم است؛ نمی توانید آن را آهار بزنید.
آیا می توان مواد آهار را از روی لباس شستشو داد؟
بله از آنجاییکه مواد نشاسته ای آهار به راحتی در آب حل می شوند؛ لذا شستن آنها از روی لباس آسان است. فقط در هنگام شستشوی لباس باید حتماً به دستورالعمل های برچسب مراقبتی آن توجه نمایید.
آیا باید آهار لباس قبل از اتو کشیدن آن خشک شود؟
پاسخ این سوال منفی است. باید ماده آهار را روی لباس بپاشید و بگذارید چند دقیقه بماند تا جا بیفتد؛ اما لزومی ندارد لباس کاملاً خشک شود. در واقع اگر لباس کمی مرطوب باشد؛ اتو کردن چین و چروک های آن راحت تر است.
آیا می توان آهار مایع را در ماشین لباسشویی ریخت؟
اگر آهار مایع را در آخرین مرحله شستشو به ماشین لباسشویی اضافه کنید؛ لباس برای اتوکشی آماده می شود. با این کار چین و چروک های لباس راحت تر از بین می رود و در وقت هم صرفه جویی می گردد. در این صورت دیگر لازم نیست هر کدام از لباسهایتان را قبل از اتوکشی اسپری کنید.
برای این کار کافی است تنها ۱.۵ فنجان نشاسته مایع را در آخرین مرحله آبکشی لباس ها در مخزن پخش کن نرم کننده ماشین لباسشویی و یا مستقیماً روی لباس ها بریزید. لباس ها را بعد از اینکه از ماشین لباسشویی خارج کردید؛ مقداری آویزان نمایید و بعد اتو بکشید.
آیا آهار از چروک شدن پیراهن ها جلوگیری می کند؟
بله دقیقاً به همین دلیل بسیاری از افراد عاشق پیراهن های آهار زده هستند. در این صورت مطمئن می شوید که پیراهن آهار زده در طول ساعات کاری همچنان بدون چروک باقی می ماند. در ضمن اگر عادت دارید بعد از کار برای صرف شام بیرون بروید؛ دیگر نگران این نیستید که غذا روی لباس هایتان بریزد و آنها را لکه دار کند. اگر متوجه شدید که آهار زدن تغییر چندانی در لباس هایتان ایجاد نکرده است؛ احتمالاً دفعه بعدی باید از ماده آهار بیشتری استفاده کنید.
چگونه می توان لباس های مشکی را آهار زد؟
احتمالاً تا حالا چندین بار سعی کرده اید لباس های مشکی خود را آهار بزنید؛ اما رگه ها و خطوط سفید رنگی که روی لباستان ظاهر شده اند، شما را از این کار پشیمان کرده اند. اما اگر مجبور باشید در محل کار خود لباس های مشکی به تن کنید؛ احتمالاً دیگر نمی توانید به راحتی از این کار چشم پوشی نمایید. اما نگران نباشید؛ زیرا راهکاری ساده و سریع برای آهار زدن لباس های مشکی وجود دارد.
لباس های مشکی را پشت و رو کنید و داخل آنها را آهار بزنید، نه قسمت بیرونی شان را. البته شاید با این کار پوست تان تحریک شود؛ اما اگر مجبور به این کار هستید، این بهترین راه حل است.
کلام پایانی: بسیاری از افراد عاشق پوشیدن لباس های آهار زده هستند؛ زیرا ظاهری شق و رق و شیک به آنها می بخشند. از آنجاییکه شما ظاهری برازنده و شیک پیدا می کنید؛ لذا احساس خوبی در محیط کار خواهید داشت. اما فراموش نکنید که در هنگام آهار زدن لباس ها باید حرفه ای عمل کنید؛ پس بهتر است دستورالعمل های ما را دنبال نمایید. سعی کنید حتماً این نکات را پیاده سازی نمایید؛ زیرا یک حرک غلط و یا استفاده از مواد اشتباه ممکن است به قیمت خراب شدن لباس هایتان تمام گردد.
آشنایی با دستگاه آهارزنی و آشنایی با دستگاه آهارزدایی
آهارزنی نخهای تار
هنگام بافت پارچه نخهای تار از بین چشمهای میل میلک- لامل – شانه و بعضی از نخهای عبور و در معرض سایش و کشیدگی قرار می گیرد. به همین دلیل از مقاومت نخ ها کم میشود و باعث ایجاد پارگی خصوصت در نقاط ضعیف و نازک می شود. لذا برای حفظ راندمان تولید و کیفیت عمل آهارزنی روی نخ صورت می گیرد. لذا به اعمال شیمیایی و اضافه نمودن مواد اضافی به سطح نخ که برای ایجاد مقاومت در نخ به کار می رود آهارزنی می گویند. بعد از عملیات آهارزنی هر یک از الیافی که داخل نخ تاب نخورده اند به بدنه میچسبد لذا هنگام عبور از میل میلک، لامل، شانه و… گیر نمی کنند و باز نمیشوند نخهای تار لیز می شوند – اصطکاک کم گردد – مانع ایجاد گلوله الياف میشود نخ حالت پرشوندگی پیدا می کند.
آهار چیست؟
به طور کلی آهار عبارت است از مایع غلیظی که خاصیت چسبندگی شیمیائی دارد نقش آهار بدین صورت است که ماکرومولکولهای آن در اثر پیوند با لیف یا با خود ماکرومولکولها بر روی سطح جانبی نخ یک فیلم از ماده آهاری یکنواخت ایجاد مینماید.
نکته های تکمیل پارچه :
+ آهار زنی بر روی پارچه به دو صورت موقت و دائم انجام می گیرد .
+ در آهار زنی موقت هدف جلب نظر خریدار در هنگام خرید محصول می باشد و پس از شستشو اثر آن از بین می رود .
+ در آهار زنی دائم اثر آهار برای مدت طولانی بر روی محصول باقی می ماند .
+ موادی که در آهار زنی پارچه مصرف می شوند عبارت اند از :
الف – مواد آهاری .
ب – مواد پر کننده .
پ- رزین ها .
مواد آهاری عبارت اند از:
نشاسته های سیب زمینی ٬ برنج و ذرت و مشتقات نشاسته و اتر سلولز و تیلوز و کازئین .
از مواد پر کننده در آهار دادن پارچه برای موارد زیر استفاده می شود که عبارت اند از :
الف- پر تر نشان دادن زیر دست پارچه
ب- افزایش وزن پارچه
پ- ضخیم تر کردن پارچه که با نخ های نازک بافته شده است .
ت- ایجاد یکنواختی در سطح پارچه .
ث- پر شدن بین نخ های تار و پود
+ در آهاردادن پارچه از مواد پرکننده ی معدنی مانند سولفات منیزیم ٬ کربنات کلسیم ٬ سولفات باریم ٬ سیلیکات منیزیم و پودر تالک می توان استفاده نمود .
+ از رزین ها در آهار دادن پارچه برای سخت شدن زیر دست پارچه و از بین رفتن حالت لختی و شل بودن پارچه استفاده می شود.
+ اوره فرمالدویید ٬ ملامین فرم آلدویید و مواد سیلیکونی از دسته ی رزین ها می باشند .
عمل کردن با استات آلومینیم باعث خشن تر شدن زیر دست پارچه می گردد .
+ با کنترل واکنش های پلیمری رزین ها ٬ طوری می توان آن ها را به کار برد که به راحتی شسته شوند و یا این که دارای ثبات دائمی شوند .
نوع آهار مصرفی و میزان آن بستگی به عوامل زیر دارد:
نوع لیف، نوع بافت، تراکم تار و پود، نوع نخ، نمره نخ، غلظت محلول آهار درجه حرارت و روش آهارزنی
هدف عمل آهارزنی و اهمیت آن عبارتند از
– بهبود کیفیت فیزیکی نخ (بالا بردن مقاومت -بالا بردن خاصیت الاستیکی- بالا بردن لیز شوندگی)
– عدم آسیب رساندن به نخ های تار در حال بافت در ماشین بافندگی
– جلوگیری از ایجاد الکتریسیته ساکن
– باید مقاومت و قابلیت اصطکاکی نخ را افزایش دهد، تا راندمان بافت بالا برود
– به روی سطح نخ یک لایه منعطف و فیلم مانند تشکیل دهد
– سرالیاف موجود روی سطح نخ را به هم بچسباند
– دادن رطوبت لازم به نخ
– برای تبدیل مجموع نخها به یک سیلندر منظم و روان از نخ خصوصیات لازم را داشته باشد.
– روی عملیات آهارزنی و عملیات تکمیلی و رنگرزی بعد از بافت اثر منفی نگذارد.
– بعد از بافت از روی پارچه براحتی پاک شود.
خصوصیات ماده آهاری
1- باید خواص فیزیکی نخ را بهبود بخشد (استحکام کششی نخ، قابلیت ازدیاد طول بالا سیستم)
2- چسبندگی: باید بتواند الياف را به بدنه نخ بچسباند و نیز خودش به نخ بچسبد.
3- نرمی و انعطاف پذیری: (جهت مقابله با نیروهای اعمال شده در ماشین بافندگی)
4- دوام در مقابل سایش: (بر اثر برخورد با میل میلک- لامل – شانه در دستگاه بافندگی)
5- موازی قرار گرفتن الياف روی نخ
6- نفوذپذیری مواد آهاری به داخل نخ
7- غلظت یا ویسکوزیته داشته باشد.
8- یکنواخت باشد.
9- چربی و روغنی بودن ماده آهاری
10- خاصیت ضد کپک داشته باشد
11-خاصیت ضد بو و ضد کف داشته باشد
12-ضد آتش باشد
13 درجه ذوب آن پائین باشد
14- زمان پخت کوتاهی داشته باشد
15- ایجاد حالت ليز شوندگی به نخها بدهد.
16- یک فیلم منعطف و منظم روی سطح نخ ایجاد کند.
17- رطوبت لازم را در نخ ایجاد کند.
18- از پرز پرز شدن نخ بعلت اصطکاک نخها به هم جلوگیری کند.
موادی آهاری
به موادی که در تولید ترکیب آهار به کار می رود مواد آهاری می گویند. این مواد باید همه خصوصیات لازم یک آهار را تولید کند و در نهایت پس از انجام بافندگی، با کمترین مشکل، از روی پارچه جدا شود.
مواد آماری به سه قسمت تقسیم می شود
الف – حل کننده
ب- مواد اصلی آهار
ت- مواد تعاونی آهار
حل کننده: معمولا از آب به عنوان حل کننده استفاده می شود.
مواد اصلی آهار: چسب آهار که نقش اصلی در ایجاد استحکام در نخ را دارد.چسب آهاری دو نوع است: چسب آهار طبیعی- چسب آهار مصنوعی یا پلیمری
-چسب آهار طبیعی
1- نشاسته (نشاسته سیب زمینی یا ذرت یا آرد)
2- نشاسته اصلاح شده
3- چسب های پروتئینی (کازئین – ژلاتین)
– چسب آهار مصنوعی با پلیمری این مواد عبارتند از : اپلی و تيل الكل – پلی آکریلات ها – استرن- پلی استیرن – اترهای سلولزی- کربوکسی میتل سلولز و…
مواد تعاونی آهار
موادی که برای عملکرد بهتر آهار به آن اضافه می شوند
1- مواد جاذب الرطوبه که به این جهت گلیسیرین مصرف می شود.
2- نرم کننده ها شامل (روغن حیوانی روغن گیاهی مانند روغن زیتون- صابون – روغن های صابونی شده و پارافین)
3-مواد افزودنی با عملکرد خاص شامل انواع ضد کف، ضد باکتری، ضد کیک، امولسیون کننده ها، واکس ها
4-برای خاصیت لیزکنندگی (کاهش اصطکاک) شامل انواع صابون
5- خاصیت ماندگاری شامل فنل
6- کاربرد آسان تر مواد آهاری مواد آهاری مانند اسید سولفوریک یا هیپوکلریت کلسیم
7- برای جلوگیری از خشک شدن ماده آهاری موادی مانند کلرورمنیزیم یا کلروکلسیم
در هنگام آماده کردن مواد آهاری باید به نکات زیر توجه کرد
نکاتی که در هنگام آماده نمودن نسخه آهارها باید به آن توجه نمود و با توجه به آنها آهار را ساخت:
– جنس نخ ( پنبه، پلی استر، ريون، پشم یا مخلوط اینها) که بر روی نوع آهار مؤثر است
– میزان پرزدار بودن نخ زیرا پرز زیاد مقدار بیشتری آهار را به خود می گیرد و باید آهار را شل تر کرد.
– ، ساختمان نخ (نخ رینگ، نخ اپن اند و غیره)
– آب مورد استفاده (آب تازه یا آب بازیافتی)
– تيپ دستگاه بافندگی و سرعت آن (از روی کاتالوگ ماشین)
– نمره نخ های تار و پود (نخهای ضخیم به آهار کمتری احتیاج دارند و آهار شل تر باشد).
فرمول آهار نخ
اساسا انتخاب فرمول آهار ثابت نیست و کم و بیش برحسب تاب نخ – ساختار پارچه متفاوت می باشد . تعديل و تغییر مقادیر مواد به عواملی از قبیل غلظت محلول درجه حرارت، جذب آهار، میزان فشار وارد بر محلول آهار، سرعت ماشین و یا عبور نخ از آن، میزان فشار بر نخ، عمق نفوذ محلول، تعداد چله، زاویه اتصال و تماس نخ باغلتک حوضچه مواد، مجموع نخ یک چله – نوع نخ (قطر نخ و نوع مواد نخ) وضعیت جوی سالن (دما و رطوبت سالن) تأثیر به سزائی روی عملیات آهارزنی دارد و مرتبا این فرمول ها تغییر می کنند. بدیهی است تجربه کافی و دقت در عمل جواب گوی همه این عوامل خواهد بود.

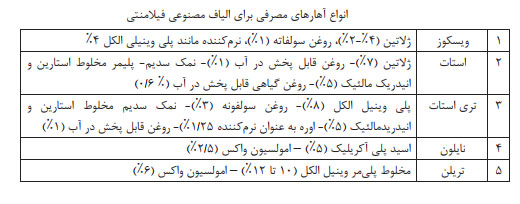
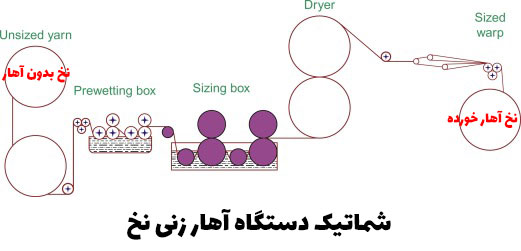
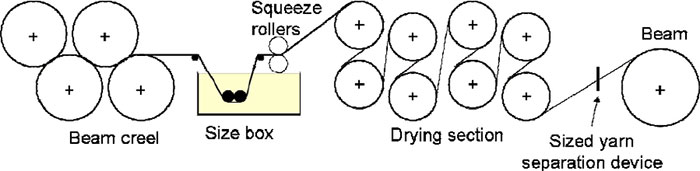
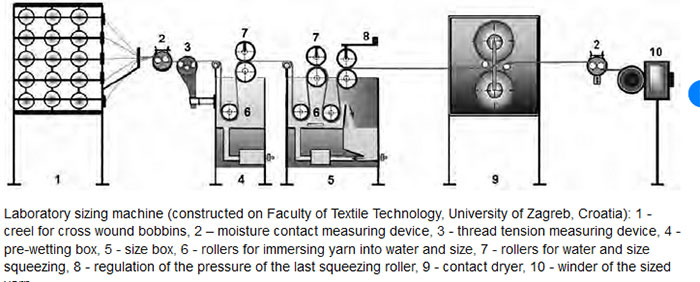
اجزای یک نوع ماشین آهارزنی:
دستگاه های آهارزنی که توسط شرکتهای سازنده ماشین آلات می سازند با این که در اصول کارکرد شبیه به یکدیگر هستند ولی از نظر ظاهری و سیستم ها با هم تفاوت دارند. در اینجا یک مدل از این ماشین ها را بررسی می کنیم این دستگاه از چهار قسمت اصلی تشکیل می شود:
– قفسه نوردها Creel baem
– مخزن آهار Size Box
– خشک کن Dryiny
– پیچنده اسنو Weaver s Beam
قفسه
این قسمت برای قرار دادن نوردهایی (Back Beam) که قبلا در قسمت چله پیچی مستقیم آماده شده اند به کار می رود و نوردهای حاوی چله نخ ها در آنجا نصب می شوند.
مخزن آهار
این محفظه از جنس فولاد ضد زنگ می باشد و در داخل آن مواد آهاری قرار دارد و نخهای تار در این قسمت آهار می خورند. اجزای سازنده این محفظه عبارتند از
1- غلتکهای غوطه ور کننده: نخها را به داخل مخزان آهار می فرستند
2- غلتکهای فشاردهنده: جفت غلتک هایی که نخ را فشار می دهند تا آهارهای اضافی بیرون بیایند و یکنواخت شوند.
3- لوله های بخار برای گرم کردن مواد آهاری: باعث گرم شدن آهار داخل مخزن می شوند.
4- مجرای ورود آب: شیر ورودی آب
5- مجرای ورود مواد آهاری: محلی که مواد آهاری وارد مخزن می شوند
پس از آنکه مواد آهاری به طور یکنواخت به نخهای تار چسبید. نخ ها را باید خشک کرد. عمل خشک کردن به سه صورت انجام می گیرد:
1-خشک کردن با استفاده از سیلندرهای داغ
2- خشک کردن با استفاده از اشعه مادون قرمز
3- خشک کردن با استفاده از جریان هوای داغ
پیچش چله خشک شده آهار خورده روی نورد
نخ های تار چله ای که از قسمت خشک کن خارج می شوند روی یک نورد پیجیده می شوند. تخ های تار قبل از پیچیدن روی نورد از شانه متحرک دسته بندی نخ ها و شانه ثابت جهت جمع کردن نخ ها عبور داده می شوند. بدین ترتیب نخ هایی که به هم چسبیده اند از هم جدا می شوند.
تهیه چله آهار خورده به دو روش صورت می گیرد
الف- در این روش عمل چله کشی و عمل آهار زدن همزمان با هم صورت می گیرد. بدین ترتیب که ابتدا بوبین های قرار گرفته روی قفسه ها را به چند نورد تبدیل می کنند و نوردها را به یک نورد تبدیل کرده و سپس نورد بزرگ به قسمت آهار می رود و هر دو عمل در یک مرحله انجام می شود. در این سیستم می توان هر نوع نخی را آهار زد مانند نخ با تاب کم – نخ فیلامنت – نخ ظریف- نخ ضخیم – نخ های تکسچره پلی استر
ب- در این سیستم ابتدا نخهای تار خام روی نورد پیچیده می شوند. سپس به صورت چله به دستگاه آهار تغذیه می شوند. و در نهایت به یک نورد چله آهار خورده تبدیل می شوند. سپس چند چله آهار خورده در ماشین Beam به یک نورد تبدیل می شوند. تفاوت اساسی این روش با روش قبلی این است که در روش دوم ققسه وجود ندارد و در نتیجه جای بسیار کمتری را اشغال می کنند.
آهارگیری ( آهاززدایی)
بعد از عمل بافندگی با استفاده از نخهای تازه آهار خورده، برای اینکه در مراحل بعد بتوان به راحتی کار را پیش ببریم، بایستی این آهارها از روی نخهای بافته شده پاک شوند. یعنی باید عمل آهارزدایی صورت گیرد. برای این منظور از مواد آهار بر استفاده می شود. آهار برها با تجزیه کننده های آهار به منظور متلاشی نمودن و یا سست نمودن ساختمان شیمیایی آهار مصرف شده به کار برده می شوند. اثر این مواد بر آهار باعث می گردد تا آهار تجزیه شده و در مراحل بعدی شسته شده و به سادگی از الياف ، نخ و پارچه جدا گردد. تنها در این صورت نخ از خصوصیات طبیعی خود جهت مراحل ترکیب بعدی برخوردار می گردد.
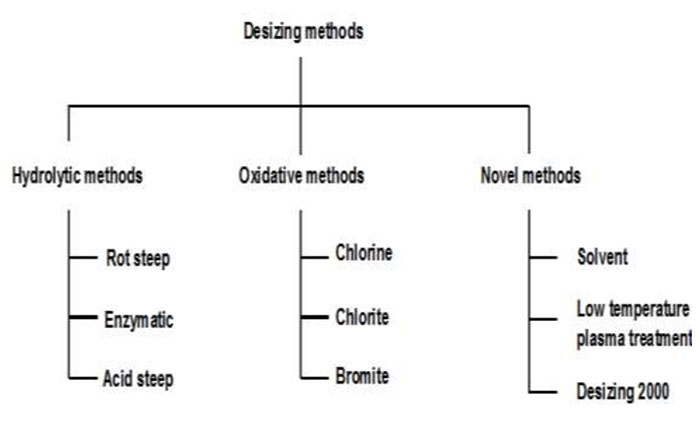
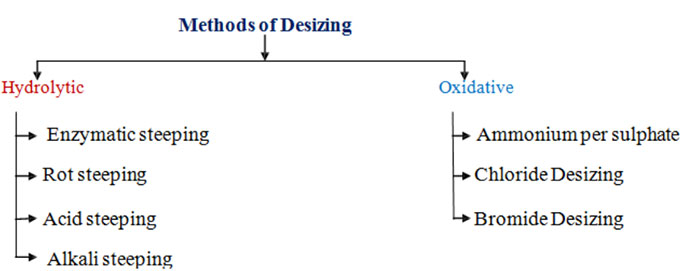
روش های متداول آهارگیری
1- تجزيه آهار نشاسته توسط اسید
2- تجزیه آهار نشاسته توسط باکتری
3- تجزيه آهار نشاسته توسط آنزیم
4- تجزیه آهار توسط مواد اکسید کننده
آنزیمها به 3 دسته اصلی دسته بندی می شوند:
1- آنزیمهای حیوانی :
Viveral, Novofermosol, Degomma, Waste pancreas, Clotted blood, Liver, ….
2- آنزیمهای گیاهی:
Diastafor, Diastase, Gabahit,Maltoferment, Maltostase…
3- آنزیمهای باکتریایی
Rapidase, Biolase, Arcy…
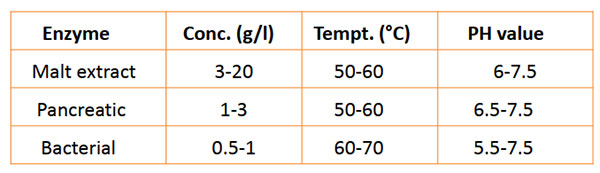
شرایط کاربرد نمونه ای از آنزیمها
در آهارگیری ماده آهارگیر باید از قبل ساخته شده باشد.آخرین جزئی که به حمام وارد می شود باید آنزیم آهار باشد.چون آنزیم ممکن است به دلیل وجود یونهای نامناسب واکنش داده و تجزیه گردد. ماده آهار جهت قرار گرفتن روی پارچه چند مرحله را طی میکند.
1-آماده سازی (Preparation of the desizing mixture) : در پروسه آماده سازی آب،ماده ترکننده،نمک، اسید یا الکل و در انتها آنزیم اضافه میشود.
2- اشباع کردن پارچه توسط فولارد (Saturation) : پارچه با pick up 100% اشباع می شود.
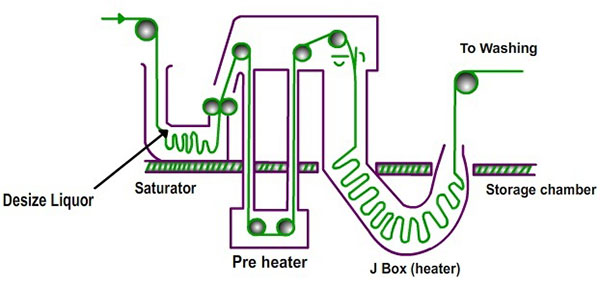
3- دادن زمان ماند جهت تجزیه آهار توسط نشاسته (Digestion) : در این مرحله نشاسته به صورت مواد محلول در می آید . در پروسه مداوم به پارچه بخار زده میشود و در طی زمان بخاردهی نشاسته تجزیه شده و به مواد قابل حل تبدیل میگردد. به عنوان مثال پروسه بخاردهی در روش مداوم Jbox در دمای 90-60 درجه سانتیگراد و به مدت 15 الی 20 دقیقه به طول می انجامد.
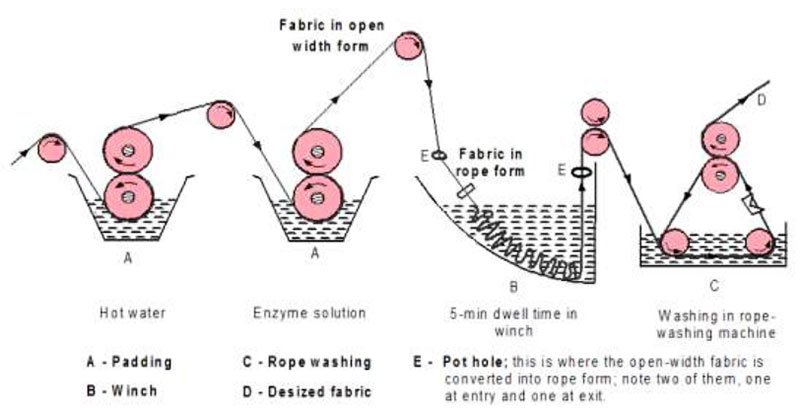
3-پروسه شستشو (وینچ و ژیگر شستشوی غیر مداوم -path roll روش نیمه مداوم- سیستم Jbox روش مداوم) : در شستشو دما،ph، سرعت حرکت پارچه و غلظت ترکیب آماده شده جهت آهارزدایی بسیار حائز اهمیت می باشد. در ژیگر و Jbox پارچه عرض باز وارد می شود ولی در وینچ پارچه طنابی وارد می شود و تحت پروسه آهارزدایی قرار میگیرد.
پروسه آهارگیری در Jbox
پروسه آهارگیری در وینچ
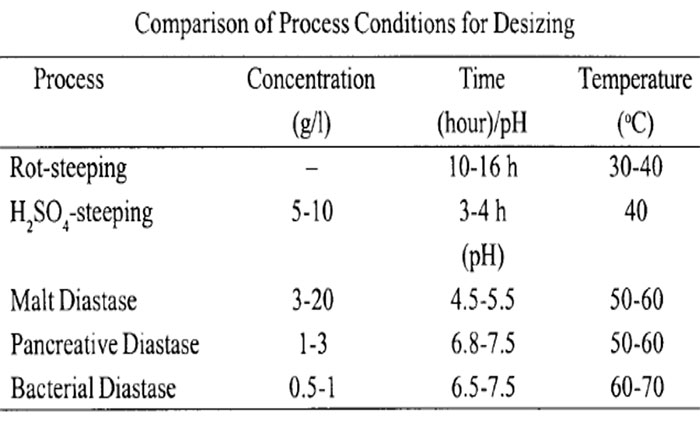
مقایسه شرایط پروسه آهارزدایی
مکانیزم تجزیه نشاسته در طی پروسه آهارگیری

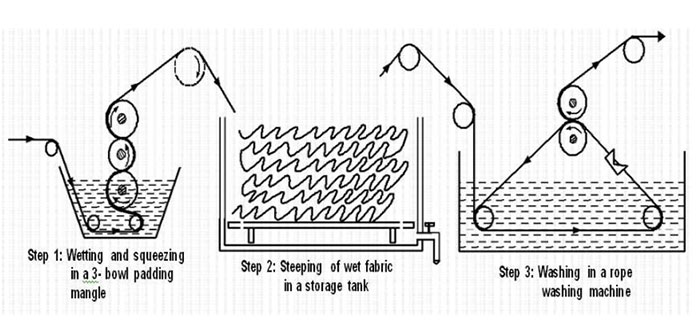
تجزیه آهار نشاسته توسط اسید Acid Steeping
پارچه آهاردار سلولزی را با محلول –1% اسید سولفوریک آغشته نموده و تا 4 ساعت در دمای 40درجه میماند. در اینجا نباید اجازه دهیم که آب آن تبخیر شود. دما را به ۵۰ درجه می رسانند تا اسید غليظ شود و در نهایت الیاف سلولزی کربونیزه شده و نشاسته خارج می گردد. می توان از هیدروکلریک اسید نیز استفاده نمود. این روش از پروسه rot steeping سریعتراست و میتواند در مدت 8-12 ساعت در دمای اتاق میز صورت پذیرد.
تجزیه آهار نشاسته توسط باکتری Rot Steeping
پارچه آهاردار را میتوان پس از خیساندن در آب ، در اتاق های در بسته و حرارت ۲۵ تا ۴۰ درجه نگهداری کرد. باکتری های موجود در نشاسته، همراه آب شروع به فعالیت می کنند و در این مدت و در شرایط مناسب فعال شده و باعث تجزیه نشاسته می شوند. این روش طولانی ترین و کم هزینه ترین روش آهارگیری است و از معایب آن نیاز به فضای زیاد جهت غوطه ور سازی پارچه می باشد.
Rot Steeping
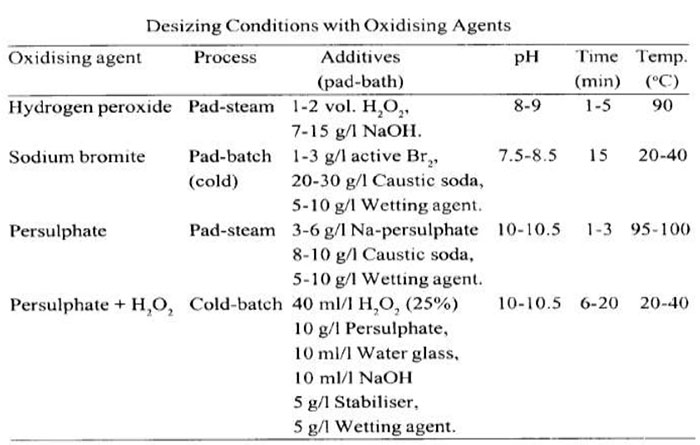
تجزیه آهار نشاسته توسط مواد اکسید کننده
موادی مانند سدیم پرسولفات، هیدروژن پراکسید میتوانند نشاسته را اکسید کنند. ولی این روش کاربرد زیادی ندارد.
تجزیه توسط آنزیمها Enzymatic Steeping
متداول ترین روش آمارگیری استفاده از آنزیم آمیلاز است. این آنزیم تسریع کننده آلی از جنس پروتئین می باشد. آنزیمهای آمیلاز با توجه به نحوه تجزیه نشاسته به دو دسته تقسیم می شوند:
الف – آلفا آميلاز : این آنزیم زنجیره نشاسته را به صورت منظم تجزیه می کند.
ب- بتا آمیلاز : این آنزیم قادر است تا تجزیه نشاسته را از انتهای قابل احیای آن آغاز کند و به صورت تدریجی و یکنواخت تجزیه می کند. آمیلاز مالت از جو تهیه شده و مخلوطی از آلفا و بتا آمیلاز است.
آهارگیری با آنزیم آمیلاز
آنزیم هایی مانند آمیلاز پایدار حرارتی و آمیلاز قارچی به دلیل کارایی بالا و روش مخصوص آهارگیری بدون ضربه زدن به نخ، در آهارگیری پارچه بافته شده استفاده می شوند. برای مثال، آهارگیری در ژیگر روش ساده ای است که در آن، رول پارچه در حمام گذاشته و روی یک رول دیگر پیچیده می شود. ابتداء پارچه آهاری در آب داغ (۹۵-۸۰ درجه سانتی گراد) برای ژله ای کردن نشاسته، شسته می شوند.
سپس مایع آهارگیری در5, 7-5 , ۵:PH و دمای 80-60 درجه سانتی گراد با توجه به آنزيم تنظیم می شود. پارچه سپس از مرحله اشباع می گذرد. نشاسته تخریب شده با شستشو در دمای 95-90 درجه سانتی گراد به مدت 2 دقیقه زدوده میشود. در روش ژیگر پارچه به صورت کاملا باز شده و در داخل ماشین حرکت می کند تا تمام آهارها زدوده شود و سپس با آبگیری، عملیات کامل می شود. روش آهار گیری در ژیگر روش ناپیوسته است.
در روش های جدید که به صورت ممتد انجام می شود; پارچه از یک طرف وارد ماشین شده و به آرامی به طرف جلو حرکت می کند. زمان واکنش برای آتزيم 15 ثانیه است و در حقیقت پارچه با مواد آهارگیر پد می شود پس از پد شدن (آغشته شدن و فشرده شدن)، پارچه در محفظه خاصی قرار می گیرد. زمان نگهداری پارچه در این محفظه بین 16-2 ساعت و در دمای 60-20 درجه سانتی گراد می باشد. در این حالت، از آنزیم آلفا آمیلاز با دمای پایین استفاده می شود. آميلاز با حرارت بالا را می توان در آهارگیری پارچه در محفظه بخار و در دمای 100- 95 درجه سانتی گراد استفاده کرد. پس از اتمام عملیات، پارچه را شستشو و آبکشی می کنند تا آثار آهار از روی پارچه به کلی از بین برود.
به طور کلی اکتیویته و میزان فعالیت آنزیمها به 4 عامل بستگی دارد نوع نشاسته کاربردی-دما-PH و سموم موجود
معمولاً نشاسته سیب زمینی راحت تر مورد حمله آنزیمها قرار میگیرد ولی برای نشاسته گندم و ذرت زمان بیشتری و برای نشاسته برنج زمان تجزیه خیلی خیلی بیشتر است.چون آنزیمها از مشتقات پروتیینی هستند پایداری حرارتی محدودی دارند. اکتیویته آنزیمها در دمای 70 درجه سانتیگراد تقریباً صد در صد می باشد و بهترین PH خنثی یا 7 است.
یون فلزات سنگین مانند مس، نیکل،روی،کبالت و آهن از سموم آنزیمها هستند و منجر به تجزیه آنزیم میشوند. ولی فلزات قلیایی خاکی مانند کلرید کلسیم موجب افزایش مقاومت حرارتی آنزیم و بهبود عملکرد آن می شود.
دلایل آهارگیری بد و نامناسب با آنزیم
1- نگهداری ماده آنزیمی در شرایط نامطلوب یعنی در اتمسفر خیلی گرم یا مرطوب که موجب از بین رفتن اکتیویته آنزیم می شود.
2-نگهداری مقدار کمی آنزیم در یک ظرف بزرگ که به دلیل سطح تماس بالا با اکسژن هوا اکسید می شود.
3-over heat شدن نخ آهار در طی خشک شدن نخ در پروسه آهارزنی
4-کاربرد زیاد مواد چرب به عنوان نرم کننده
5- وجود یون فلزات سنگین که موجب تجزیه آهار میشود
6- مدت زمان کوتاه یعنی قبل از اینکه آهار تجزیه شود پارچه را بشوییم.
7- شستشوی نامناسب و کوتاه بعد از آهارگیری یعنی آهار کاملاً از روی پارچه حذف نشده باشد.
كنترلهای رایج در آهارزنی:
1.درجه پلیمریزاسیون آهار
2.درجه هیدرولیز شدن آهار
3.ثبات آنها در مقابل ویسکوزیته
4.ثبات آنها در مقابل حرارت
5.قابلیت چسبندگی مواد آهاری
6.سهولت در آهارزدایی
كنترلهایی كه باید روی نخ تار انجام شود.
1.قدرت تفکیک شدن نخ
2..پرزدهی هنگام تفکیک شدن نخ
3.میزان خسارت هنگام تفکیک نخ
4.انعطافپذیری هنگام تفکیک شدن نخ
5.مشکلات آهارزدایی از روی نخ
6..شفافیت فیلم نازک آهار روی نخ
7.نرمی و لطافت فیلم آهار روی نخ
8.کنترل قیمت تمام شده نخ
كنترلهای مهم روی ماشین آهار
الف) كشیدگی: کشیدگیها در قسمتهای مختلف ماشین تغییر میکند و به 4 قسمت تقسیم میشود:
1.کشیدگی در قسمت خشک شامل قسمت نوردهای آهار
2.کشیدگی در قسمت خشک شامل قسمت خشک کن
3.کشیدگی در قسمت خشک شامل قسمت پیچش روی نورد
4.کشیدگی در قسمت خیس شامل قسمت ظرف آهار
كنترلهای حین عملیات آهارزنی:
1.میزان کشیدگی نخ
2.اندازهگیریهای مخزن آهار
3.اندازهگیریهای ویسکوزیته
4.اندازهگیری غلظت آهار
5.کنترل فشار در سیلندرهای فشاردهنده
6.کنترل قسمتهای خشک کن
7.قسمت اصطکاک، ساییدگی و تاب خوردن
8.تعیین مقدار ماده آهار تا باعث تغییر رنگ نخ نشود.
9.وجود مواد حل نشده آهار در محلول آهار که باعث بروز مشکل در آهارزنی میگردد.
10.فشار غلتکهای فشارنده نخ
11.میزان رطوبت نخ
آهار در مقدمات بافندگی
آهار sizing
یک پروسه ای است که موجب استعمال یک روکش چسپنده بر روی نخ می شود
در پروسه بافندگی در نقطه تشکیل دهنه و همچنین موقع کوبیدن شانه به سطح پارچه به نخ های تار فشار زیادی اعمال می شود
همچنین ممکن است پرزهای نخ لابلای میل میلک گیر کند و به سطح پارچه انتقال یابد
به منظور پایین آوردن میزان پارگی و افزایش راندمان بافندگی و همچنین پوشاندن پرز ها ، نخ ها آهار زنی می شود
آهار زنی یک نوع تکمیل موقت به حساب می آید چرا که بعد از تشکیل پارچه با عملیات آهار زدایی (desizing) و با آنزیم های مخصوص آهار گر فته می شود و این کار برای رنگ کردن پارچه لازم است چرا که آهار مانع ورود مولکول های رنگ به ساختار پارچه می شود.
اجزای تشکیل دهنده آهار
نشاسته (starch) از اجزای مهم آهار می باشد که یک فیلم را روی نخ می پوشاند و زیردست بهتری به نخ با چسپاندن پرزها به سطح اصلی نخ می دهد .معمولا نشاسته های می توانند از نوع گندم ، ذرت ، سیب زمینی و…..موارد دیگر باشد
روغن – روان کننده(lubricant) که هدف آن افزایش مقاومت سایشی نخ می باشد یعنی پرز ها را می پوشاند و از اصطکاک بافندگی می کاهد
نرم کننده – چربی(softner) موحب نرمی نخ و افزایش انعطاف آن می شود ، مثل صابون – پیه – واکس
چسب (binder) بایندر به داخل نخ نفوذ می کند و مجب افزایش استحکام نخ می شود مثل پلی ونیل الکل _پلی ونیل آمید_ پلی اکریلو نیتریل
آهار موجب کاهش
پرز ها hairness
نقاط ضعیف weakness
الکترواستاتیک برای نخ های مصنوعی و یا مخلوط
Electrostatic formaition for synthtetic or blended yarn
آهار زنی موجب افزایش
نرمی smoothnesd
جذب absorbency
استحکام strength
الاستیسته elasticity البته این مقدار کم می باشد و از الاستیسته می کاهد
مراحل آهار زنی
چله چله پیچی یا قسمت قفسه ها (warping beam)
سر نخ ها در این قسمت ادغام می شوند و به تعداد
سرنخ کل مورد نیاز برای پارچه می رسد
آهار زنی که شامل سایر باکس ها می باشد ،
سایز باکس ها شامل غلتک های غوطه وری
immersion و برداشت squeeze می باشد ، غلتک های برداشت بالاتر از غلتک های غوطه وری قرار دارند.
(Sizing)
خشک کن ها (drying)
مقسم ها (leasing)
برای جلوگیری از چسپیدن نخ های تار به یکدیگر
چله ی بافندگی (weaver beam)
ویسکوزیته
ویسکوزیته مواد بستگی به دستور پخت اعم از مواد مصرفی ، مقدار آن ،زمان و دمای پخت و سرعت میکس و…..دارد
مواد آهاری را باید به تدریج به مخزن پخت اضافه کرد