رنگرزی اسلشر (Slasher Dyeing) یا Sheet Dyeing چیست؟
رنگرزی اسلشر یک تکنیک خاص رنگرزی است که عمدتاً در تولید نخ رنگرزی ایندیگو پارچه جین استفاده می شود. به این تکنیک رنگرزی ورقه ای نیز می گویند. یک فرآیند پیوسته که رنگرزی و آهار زنی را یکجا انجام می دهد. نخهای تار قبل از اهار زنی و بوبین پیچی برای بافندگی ، بارها و بارها از چندین حمام رنگرزی ایندیگو عبور داده میشوند. زمان رنگرزی عمداً کوتاه است تا جذب و پوشش رنگ ضعیف باشد. این کار منجر به ثبات شستشو و ثبات مالشی نخ میشود و به جلوه شیک جین پس از شستشوهای بعدی می انجامد. سپس نخ های رنگ شده آهار زنی می شوند وسپس برای استفاده در بافندگی روی یک اسنو تار(نورد) پیچیده می شوند.
در رنگرزی اسلشر، نخ های تار به صورت عرض باز رنگرزی می شوند و فرآیندهای رنگرزی، خشک کردن، آهارزنی در همان دستگاه به طور مداوم انجام می شود.
در دستگاه رنگرزی و آهارزنی اسلشر پیوسته، بجای استفاده از توپی های نخ تار همانند سیستم رنگرزی طنابی ایندیگو،چله پیچی مستقیم استفاده می شود . در دستگاه رنگرزی اسلشر می توان نخ و فیتیله از نمره 9 تا 30 را بکار برد. در انتهای خط ،اسنو های نخ تار تخلیه می شوند به این شکل که شیت نخ هر اسنو برداشته می شوند و با نخ های یک اسنو دیگه ترکیب میشود و یک شیت نخ ترکیبی چند گانه درست می شود .
در اسلشر ، کل نخ های تار مورد نیاز بافندگی به طور همزمان رنگرزی، خشک، آهار زنی و خشک می شود. اسنو تار مستقیم پشت دستگاه شامل 380 تا 420 سرنخ ، مشابه رنگرزی طنابی است، اما در اینجا سر نخ ها به طور مساوی وبه موازات هم در عرض فلنج ها توزیع می شود.
در رنگرزی اسلشر پیوسته، چند فرآیند میانی رنگرزی طنابی، مانند بازکردن چله وآهار زنی حذف می شود. شیت نخ اسنو عقب از داخل حوضچه های شستشو محتوی سود عبور می کند و بلافاصله با آب معمولی شسته می شود. پس از فشردن آب اضافی؛ شیت نخ از حمام های رنگ عبور می کند و مانند رنگرزی طنابی برای اکسیداسیون بالا می رود.
این کار باعث ایجاد پوشش نیلی روی نخ می شود. نخ رنگرزی شده پس از رنگرزی با عبور از 3 یا 4 حوضچه شستشو شسته و در نهایت قبل از عبور از سیلندرهای خشک کن فشرده می شود. سپس نخ رنگ شده برای آهار وارد حوضچه های آهارزنی می شود و درنهایت شیت نخ خشک می شود.سپس شیت نخ از میان مجموعهای از بین میلههای جداکننده از جنس فولاد ضد زنگ عبور میکند که آنها را به شیت های مجزا به تعداد اسنو های قفسه ها تقسیم میکند. شیت نخ پس از عبور ازاین میله های جداکننده ، به صورت تک شیت جمع آوری شده و از یک شانه انبساط در هد دستگاه عبور داده می شود که نخ ها رو از هم جدا می کند. شانه انبساط را می توان به اندازه عرض اسنو بافندگی مورد نظر تنظیم کرد. ست رنگرزی اسلشر معمولاً شامل 1 تا 2 خمره جهت خیس کردن ، 4 تا 8 حمام رنگ و 3 تا 4 محفظه آبکشی است. زمان غوطه وری و اکسیداسیون بین 10-20 ثانیه یا 45-60 ثانیه است.
دامنه رنگرزی اسلشر:
در این نوع رنگرزی، نخ های تار به صورت تخت و مجزا کشیده می شوند و به موازات یکدیگر و در لایه های جدا از هم با فواصل میلی متری قرار می گیرند. عرض محدوده برابر مجموع تمام نخ های تار است. تعداد نخ ها در هر اسنو بین 300 تا 750 است، در حالی که تعداد کل نخ هایی که نخ تار را تشکیل می دهند، با توجه به ضخامت و قطر نخ، نوع محدوده دستگاه تار و طرح پارچه جین در فرایند بافندگی بین 3500 تا 9500 متغیر است.
توالی فرآیند در رنگرزی اسلشر ایندیگو :
جریان فرایند نخ در رنگرزی اسلشر در زیر نشان داده شده است:
تکمیل اولیه
↓
شستشو
↓
رنگرزی
↓
شستشو
↓
خشک کردن
↓
آهارزنی
↓
خشک کردن
تکمیل اولیه:
فرآیند پیش فرآوری در رنگرزی اسلشر شامل عمل آوری شیت نخ پنبه با سود و مرطوب کننده است. تکمیل اولیه به منظور رنگرزی مناسب شیت انجام می شود. تکمیل اولیه با یک عامل مرطوب کننده در دمای اتاق انجام می شود.
در برخی موارد، در صورت نیاز به نفوذ رنگ بالا ، نخ ها با محلول سود سوزآور قوی و سپس شستشوی گرم و شستشوی سرد قبل از رنگرزی عمل اوری می شوند. PH حمام شست وشو 11.8 تا 12 است.
شستشو:
شستشوی سرد در دمای اتاق انجام می شود.
رنگرزی (رنگ آبی نیلی):
رنگرزی در جعبه های رنگ 4 تا 8 انجام می شود. رنگرزی با پودر نیل سدیم هیدروسولفیت سود سوزاور انجام می شود.
ماده دیسپرس کننده:
زمان معمول فرو بردن شیت در هر مخزن 15 ثانیه و زمان اکسیداسیون حدود 90 ثانیه است.
شستشو:
شیت نخ رنگ شده متعاقباً به منظور حذف رنگ های تثبیت نشده از سطح نخ شسته می شود. تعداد مخزن شستشو ممکن است متفاوت باشد. نوع شستشوی معمولی عبارت است از: شستشوی سرد در دمای اتاق و شستشوی گرم در دمای 70 درجه سانتیگراد.
خشک کردن:
شیت نخ رنگ شده با عبور از استوانه های داغ ، خشک می شود.
انباشته کننده(Accumulator):
عملکرد آکومولاتور این است که شیت نخ اضافی را در زمان توقف دستگاه یا در زمان جابجایی اسنوی آهارزده و برای جلوگیری از توقف خط تولید ، ذخیره می کند.
آهارزنی:
آهارزنی برای استحکام بخشی به نخ ها صورت می گیرد.
خشک کردن:
شیت نخ رنگ شده با عبور از سیلندرهای خشک کن خشک می شود.
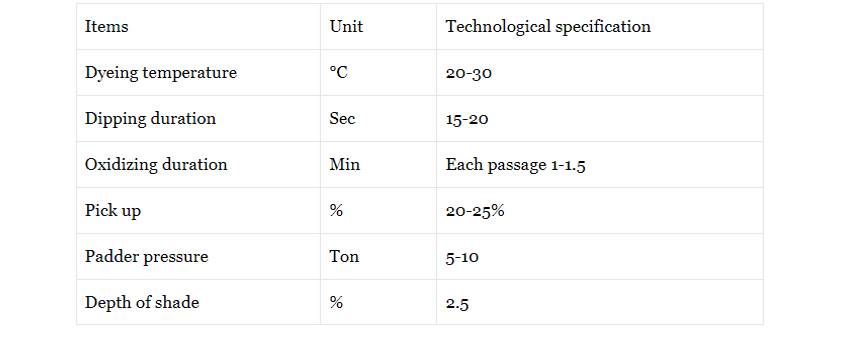
پارامترهای فرایند رنگرزی اسلشر:
مشخصات فنی دمای رنگرزی°C20-30 مدت غوطه ور شدن ثانیه15-20 مدت زمان اکسیداسیون هر پاساژ 1- 1.5 برداشتن -25% فشار بالشتکTon5-10 عمق سایه%2.5.
ماشین آلات رنگرزی اسلشر:
تعداد شرکتهایی که ماشین الات رنگرزی اسلشر تولید میکنند کمی بیشتر از شرکتهایی است که ماشینهای رنگرزی طنابی تولید میکنند. در زمینه ساخت ماشین آلات رنگرزی طنابی ایندیگو علاوه بر شرکت های ذکر شده ، شرکت های دیگری از کشورهای مختلف وجود دارند که در تولید انواع مختلف رنگرزی اسلشر تخصص دارند مانند بنینگر AG سوئیس ، Texima S.A. Industria de Maquinas برزیل ، Memnun Makina (ترکیه) و Jupiter Comtex Pvt Ltd هند.
مزایای رنگرزی اسلشر:
سیستم های رنگرزی اسلشر دارای چندین مزیت اند. رنگرزی اسلشر مستقیما اسنو هایی با اندازه لازم تولید می کند که آماده استفاده در بافندگی است. این روش دارای مزایای زیر است:
رنگرزی اسلشر برای تولید پارچه های جین سبک مناسب تر است. این ماشین ها به مساحت کمی جهت استقرار نیازدارند، زمان راه اندازی تولید کوتاه است ، زمان تعویض و تخلیه کوتاه است ، این تکنولوژی سرمایه اولیه کمی لازم دارد و قیمت ماشین الات کم است ؛ هزینه تولید کمتر از انواع دیگر رنگرزی پنبه است. از این رو، تکنیک رنگرزی اسلشر می تواند طیف گسترده ای از رنگ ها را علاوه بر آبی نیلی ایجاد کند. زمان غوطه وری و اکسیداسیون در این سیستم بسیار کوتاه تر از رنگرزی طنابی است.
معایب رنگرزی اسلشر:
در رنگرزی اسلشر، مشکل واریسیون شید رنگی از مرکز به حاشیه وجود دارد. مصرف هیدروسولفیت به دلیل سطح بزرگتر بسیار بیشتر است. رنگرزی اسلشر کیفیت پایین تری نسبت به رنگرزی طنابی دارد چرا که رنگ نا یکنواخت است و به خوبی جذب نمی شود. با این حال، پیشرفتهای مکانیکی اخیر کمک کرده که این تکنیک توسعه یابد.
مزایای رنگرزی اسلشر نسبت به رنگرزی طنابی:
از رنگرزی اسلشر معمولاً برای پارچه جین استفاده می شود که مزایای زیر را نسبت به رنگرزی طنابی دارد:
در این تکنیک اجرای نوآوری به سرمایه کمتری نیاز دارد. نوآوری ها را می توان اجرا و اثبات کرد.هزینه تولید کمتر است. زمان اجرای فرآیند کمتر است. کار با ماشین های اسلشر آسان است. مشکل اصلی رنگرزی اسلشر در انتخاب واریسیون شید رنگی در حاشیه هاست.