نخ رینگ چیست؟
برای تولید نخ دو نوع دستگاه داریم، دستگاه رینگ و دستگاه نخ اپن اند، پس شما وقتی بحث از نخ میکنید، یا اپن اند است یا رینگ. جالب است بدانید جنس نخ رینگ میتواند، پنبه، پلی استر، ویسکوز، نایلون یا ترکیب این چند نوع ماده مختلف باشد.
در صنعت گردبافی نخ رینگ یکی از پر مصرفترین نخها است عملا نمیتوان از نخ اپن اند استفاده کرد چون بر روی ماشین گردباف نخ پارگی زیاد اتفاق میافتد. همچنین در نخ جوراببافی هم فقط از نخ رینگ استفاده میشود.
تفاوت نخ رینگ و اپن اند و ریسندگی جت:
نخ رینگ دارای استحکام بالاتر، زیر دست بهتر، درخشندگی بیشتر نسبت به نخ اپن اند می باشد. نخ اپن اند در مقایسه با نخ رینگ حجیم تر است جذب رطوبت ، آب و رنگ بالاتری دارد. نخ اپن اند ازدیاد طول تا پارگی بیشتری نسبت به نخ رینگ دارد.
سرعت تولید دستگاه اپن اند 10 برابر دستگاه رینگ است، و سرعت تولید دستگاه ریسندگی جت 2 برابر اپن اند میباشد. البته لازم به ذکر است که نمره نخ ثابت و برابر هستند روی دستگاهها!!!

انواع نخ رینگ

سیستم ریسندگی رینگ
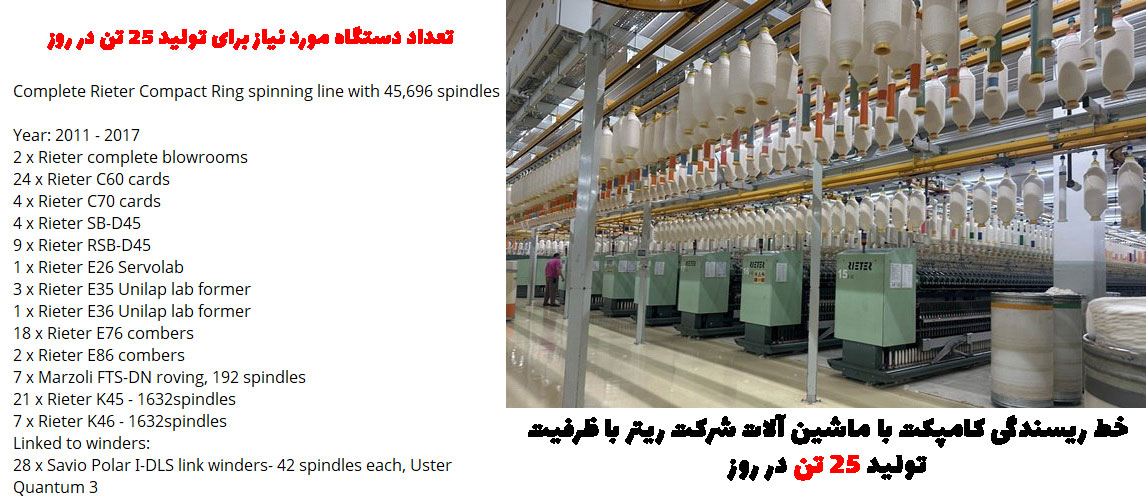
سیستم ریسندگی رینگ قدیمی ترین سیستم ریسندگی در کل دنیا است. ورودی در این سیستم نیمچه نخ یا به عبارت دیگر محصول خروجی ماشین فلایر است. نحوه تولید نخ در این سیستم بر اساس کاهش وزن نیمچه نخ بر اثر کشش اعمالی میباشد. از دلایل محوبیت این سیستم در کل دنیا میتوان به قابلیت این سیستم در ؛ تولید نخ با ظرافت متنوع، تولید نخ با الیاف متنوع و تولید نخ های ظریف با خواص استحکامی بالا اشاره کرد. در این سیستم تاب بصورت یکنواخت در مقطع طولی و عرضی نخ توزیع میشود و نخ رینگ در عین حال که ظریف و دارای سختی کم است بسیار مستحکم ودارای تناسیتی بالا میباشد.

سیستم ریسندگی رینگ مناسب برای ریسندگی پنبه، کتان ، پشم و یا ترکیبی از این الیاف با الیاف مصنوعی میباشد. این سیستم بصورت ممتد و ادامه دار میباشد. به علت پایین بودن سرعت دستگاه و نیاز به انجام عملیات های اضافی همانند فلایر نخ تولید شده در سیستم رینگ گران است و تلاش های زیادی برای افزایش سرعت و راندمان این سیستم تا به الان انجام شده است .

قسمت های اصلی سیستم ریسندگی رینگ عبارتند از:
قسمت تغذیه
قسمت کشش
قسمت تولید

قسمت تغذیه:
در قسمت تغذیه بوبین های نیمچه نخ در بالای دستگاه رینگ بر روی ریل قرار دارند وبا دوران به سیستم تغذیه می شوند.
قسمت کشش:
در قسمت کشش کاهش یا تقلیل وزن داریم ، در این مرحله است که نیمچه نخ از وزنش کاسته و مقدمات تولید نخ را آماده میکند. کشش بر اثر اختلاف سرعت خطی دو جفت غلتک انجام میشود، به این صورت که سرعت خطی جفت غلتک جلویی از سرعت خطی جفت غلتک عقبی بیشتر است و بر اثر این اختلاف سرعت کشش به نیمچه نخ اعمال میشود. لازم به ذکر است که در این قسمت فشار نیز به غلتک ها اعمال میشود، نحوه اعمال فشار طی گذشت زمان تغییر کرده است. میزان و نحوه اعمال کشش و فشار در این قسمت قابل تنظیم است.
قسمت تولید:
بعد از گذشت از ناحیه کشش و عبور از راهنما به وسیله حرکت دورانی دوک که حرکت خود را از محرک دوک میگیرد به نخ تاب اعمال میشود و نخ بعد از گرفتن تاب لازم به دور ماسوره ( قرقره ریسندگی) پیچیده میشود. شیطانک یک قطعه فلزی کوچک است که بر اثر حرکت نخ آزادانه بر روی رینگ حرکت میکند و در اثر سوختن به راحتی قابل تعویض است. بعد از پرشدن ماسوره ، عملیات دافینگ انجام میشود به این معنی که ماسوره تکمیل شده با ماسوره خالی تعویض میشود.

مزایا ریسندگی رینگ
- تولید نخ با استحکام بالا
- تولید نخ با ظرافت بالا
- منعطف بودن سیستم ریسندگی
- قابلیت تولید نخ از الیاف متنوع
- تنوع در ظرافت نخ تولیدی
- قابلیت تولید نخ با یکنواختی تاب بالا
معایت سیستم رینگ
- سرعت و راندمان کم
- مصرف بالای انرژی
- سوختن شیطانک
- تولید گرما
- هزینه بالای تولید
- لرزش زیاد دوک و آلودگی صوتی

مقایسه انواع سیستم ریسندگی
Production Efficiency: Vortex > Air-Jet > Open-End > Compact > Ring
Yarn Quality: Compact ≈ Ring > Vortex > Air-Jet > Open-End
Yarn Strength: Compact > Ring > Vortex > Air-Jet > Open-End
Cost & Automation: Open-End > Air-Jet > Vortex > Compact > Ring
1- سرعت تولید در ریسندگی Open-End بیشتر از سیستم های ریسندگی Ring است. این عاملی است که باعث افزایش تولید و در عین حال کاهش هزینه می شود.
2- مراحل فرآیند تولید در Open-End کوتاهتر از ریسندگی رینگ است و همین امر باعث کاهش هزینه تولید میگردد.
3- نخ تولید شده در سیستم Open-End نسبت به نخ رینگ حجیم تر، کشسان تر است.
4-خواص نخ تولید شده در سیستم Open-End نسبت به نخ رینگ کمتر متغیر است. نازکی، ناهمواری، دوام و … در طول نخ کمتر تغییر می کند به عبارتی نخ اپن اند یکنواخت تر از نخ رینگ است.
5-طبق فرآیند باید به طور متوسط 70-100 الیاف در سطح مقطع نخ های Open-End وجود داشته باشد. به همین دلیل است که نخ های Open-End را نمی توان نازک تولید کرد (سیستم رینگ به طور متوسط به 50-70 الیاف در مقطع نیاز دارد).
به عنوان مثال، اگرچه نخ Ne40 را می توان به صورت تئوری در سیستم Open-End تولید کرد، اما در عمل از نخ Ne30 فراتر نمی رود.
6-One technological disadvantage of Open-End spinning is the spiral fibers formed on the yarn surface. When the spun yarn is fed into the rotor cavity, some of the fibers are wound onto the surface of the yarn in the direction of the twist. We can use this feature to separate Open-End yarns from Ring yarns. When we try to open the yarn with our two thumbs in the opposite direction of the twist direction, we can notice that the twist of the Ring yarns is opened and the fibers appear, but on the surface of the Open-End yarns, the above-mentioned spiral fibers do not allow the yarn to be twisted and we see that the yarn remains curled.
کش لاکرا داخل نخ رینگ
مقالهای درباره کارخانه نخ پنبه مهاباد ریس مینوشتیم که با عکس زیر مواجه شدیم، بر روی دستگاه ریسندگی رینگ دوکهای نخ لاکرا قرار داشت و داشتند نخ لاکرادار پنبه تولید میکردند. عجیب و جالب بود برامون. انشالله توضحات بیشتر را همینجا خواهیم نوشت.

ساختار نخ پنبه لاکرا
نخ پنبه لاکرا ترکیبی از الیاف پنبهای طبیعی و الیاف لاکرا (اسپندکس) است. این ساختار باعث میشود پارچهای که با این نخ بافته میشود، هم نرمی پنبه را داشته باشد و هم کشش و برگشتپذیری لاکرا را. نسبت ترکیب: معمولاً ۹۵٪ پنبه + ۵٪ لاکرا است. (قابل تغییر با توجه به کاربرد).
















