آشنایی با ماشین کارد – دستگاه کاردینگ
بعد از حلاجی نمودن الیاف، اولین ماشین سالن ریسندگی که برای موازی و یکنواخت نمودن و در یک راستا قرار دادن الیاف به کار گرفته می شود، ماشین کارد است.
واژه کارد از کلمه لاتین کاردوس به معنی یک نوع خار گرفته شده است. قبل از توسعه صنعت نساجی، این نوع خار جهت باز نمودن الیاف استفاده می شد. الیاف در قسمت حلاجی به صورت توده های فشرده و نامنظمی هستند که معمولاً به علت بازنشدن کامل از همدگیر ناخالصی هایی از قبیل برگ، دانه، خاک و الیاف کوتاه و نارس به همراه دارند.
عمل کارد در ریسندگی به منظور گرفتن ناخالصی های باقیمانده از حلاجی صورت می گیرد که در نتیجه آن الیاف نیز از یکدیگر مجزا می شوند.
به طور کلی اهداف ماشین کاردینگ پنبه ای عبارتند از :
1.بازنمودن و مجزا ساختن الیاف از یکدیگر
2.جدا کردن ناخالصی هایی که در قسمت حلاجی گرفته نشده اند
3.جدا کردن الیاف کوتاه و مواد خارجی مانند گرد و غبار و تخم پنبه، در الیاف مصنوعی باز نمودن توده های به هم چسبیده.
4.جدا کردن نپ های موجود در الیاف
5.مستقیم و موازی کردن الیاف
6.مخلوط کردن الیاف
7.تشکیل فتیله (تبدیل مواد و الیاف نامنظم و پراکنده و غیرموازی به صورت فتیله مداوم با نمره معین و قابل حمل و استفاده در ماشین های بعدی)
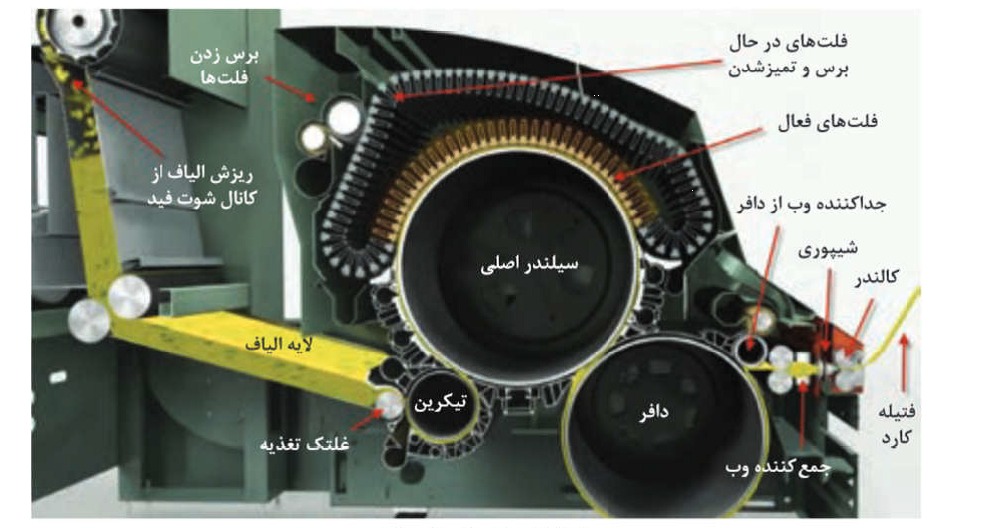
در ماشین کارد برای باز کردن و تمیز نمودن الیاف از اصول تأثیر جریان هوا، نیروی گریز از مرکز بر الیاف، عمل پوشش های سوزنی، ترتیب قرار گرفتن قسمت های مختلف و تنظیم سرعت ها و فواصل آن استفاده می شود. شکل ذیل تصویر یک ماشین کارد مدرن را نشان می دهد.
قسمت های اصلی ماشین کارد عبارتند از:
1.قسمت تغذیه (Feeder)
2.تیکرین (Taker-in)
3.سیلندر اصلی (Main Sylinder)
4. کلاهک (Flat)
5.دافر (Doffer)
6.کالندر (Calender)
7.کویلر (Coiler)
روش های تغذیه ماشین کارد
الف) تغذیه با بالش. در شکل ذیل الیاف تغذیه شده به ماشین کارد با روش قدیمی، یعنی تغذیه با بالش مشاهده می شود. محل استفاده از آن در پشت کارد می باشد. این نوع ماشین در برخی از کارخانجات هنوز وجود دارد.
ب)تغذیه به روش شوت فید (Shut Feed)؛ استفاده از جریان هوا با فشارهای متناسب، هم در جهت انتقال الیاف از حلاجی به کارد و هم در جهت متراکم سازی الیاف در مخزن بالای دستگاه کارد (که سیلوی آن محسوب می می گردد) استفاده می شود. شکل زیر سالن ماشین های کارد متصل به سیستم شوت فید را نشان می دهد.

با استفاده از جریان هوا و تراکم آن، انتقال الیاف از حلاجی به کارد صورت می گیرد. لایه الیاف به قسمت تغذیه و واحد بازکننده اولیه تحت کنترل (Web Feed) نزدیک می شود. وقتی که مواد به صورت لایه ضخیم تغذیه می شود، نسبتاً یک فرم الاستیک را به وجود می آورد، البته این تغییر فقط در حد چند صدم میلیمتر است. با مقایسه این سیستم با سیلندرهای تغذیه مرسوم و رایج متوجه می شوید که سیستم Web Feed از یک سیلندر بزرگ و سه سیلندر کوچک بازکننده الیاف تشکیل شده که بدون ضرر رساندن به الیاف، توزیع مساوی و مؤثر الیاف را در پهنای ماشین امکانپذیر می سازد. همین عملیات اولیه باز کردن است که عملیات کاردینگ را مشخص می کند.
ماشین کاردینگ در ریسندگی نخ
کاردینگ یک فرآیند مکانیکی است که ذرات الیاف را از هم جدا میکند، سپس الیاف رشتهشده به گونه بهتری میتوانند با یکدیگر به صورت موازی قرار گیرند. از کاردینگ همچنین میتوان برای ایجاد مخلوطهایی از الیاف مختلف یا رنگهای مختلف استفاده کرد. کاردینگ نقش اساسی در همه چرخههای ریسندگی به ویژه در چرخه ریسندگی پشم ایفا میکند، چون کارکردهای مختلفی دارد که بهمنظور بهدست آوردن سطح کیفیت مورد نظر محصول ضروری هستند.
کارکردهای کاردینگ
کاردینگ یک سری از اهداف زیر را تحقق میبخشد:
- الیاف را به طور کامل و قطعی با یکدیگر مخلوط میکند.
- الیاف را به موازات یکدیگر ترکیب میکند (تا جاییکه طول الیاف اجازه دهد)
- ناخالصیها را حذف مینماید.
- مواد اولیه خام را مخلوط میکند.
- کاهش اختلاط به یک شبکه از الیافها و تقسیم آن به فتیلهسازیهای مورد نیاز که برای تغذیه دستگاههای ریسندگی مناسب است.
کاردینگ نقش اساسی در کلیه چرخههای ریسندگی ایفا میکند، اما نقش آن هیچگاه از چرخه ریسندگی پشمی مهمتر نیست، چون این نوع ریسندگی شامل عملکردهای مختلفی میشود که همه آنها بهمنظور بهدست آوردن سطح کیفیت مورد نظر محصول ضروری هستند.
با عبور مواد از روی کارد، حالت در هم پیچیدگی الیاف متوقف میشود، بنابراین امکان حذف ناخالصیها فراهم میگردد. این حالت به لطف سنبلههای پوششدهنده سطح سیلندر که حول محورهای موازی میچرخند، ایجاد میشود.
عملکرد دیگری که هم ظریف و هم مهم است، توسط تجهیزات ایجاد میشود. این تجهیزات، دقت و یکنواختی تراکم تار و سپس تراکم فتیله را تضمین مینمایند. در واقع ماشینهای ریسندگی قطعی که درون چرخه کاردینگ پشمی کار میکنند، فقط می توانند مقادیر بسیار کم نخکشی را انتقال دهند، این موضوع بدان معناست که در این مرحله از نظر عملی هیچ امکانی جهت اصلاح تراکم نخ وجود ندارد.
بنابراین تجهیزات اتاق کاردینگ، همان عملیاتی که قبلا در مرحله آمادهسازی انجام شده است را با دقت بیشتری فراهم میکنند و تقسیمکننده را همراه با فتیلههای حاوی تراکم صحیح، عرضه مینمایند.
کاردینگ
معمولا کارد استفادهشده در ریسندگی پشم، نوع سیلندر است (پوششی با کارد که در زاویههای متغیر زاویهدار شده است) که در سرعتهای مختلف میچرخند و دارای سه کارکرد مهم، یعنی کاردینگ، رنگزدایی و خار زنی هستند. این سه عامل که بهصورت تقریبی با هم ترکیب شدهاند، موجب باز شدن ریشه پارچهها میشوند، الیاف را بهصورت پیوسته از روی نوار خاردار سیلندرهای ماشین کارد جدا میکنند که به سرعت گیر می افتند و پارچه را از طریق ماشین در انتهای یک سیکل پردازشی تحویل میدهند.
معایب کاردینگ
در زیر به برخی از نقصها در فرآیند کاردینگ اشاره شده است:
- ایجاد تغییر زیاد در فتیلههای نخ
- تشکیل بافت مشبک
- ایجاد سوراخها یا وصلهها در تار کارد
- تغییر زیاد در فتیلهها به دلیل اختلاف در نخکشی بین کارد
- ساییدگی کارد و یاتاقان تغذیهکننده غلتک که تغییر در فتیله کارد ایجاد میکند
- اگر یک ترازکننده خودکار به درستی کار نکند، باعث ایجاد تغییرات زیادی در فتیله می شود. اگر یک ترازکننده خودکار فعال نباشد، هر ۳۰ دقیقه پوشش کاردینگ را بررسی کنید.
علل تشکیل بافت مشبک
- رنگزدایی ناکافی
- وجود کثیفی زیر پوشش (نوار شبکه)
- تنظیم ناهموار صفحات
- سرعت بالای غلتک
علل ایجاد سوراخ یا وصله در تار کارد
- رنگزدایی ضعیف صفحه
- سیمهای قلابدار یا آسیبدیده بر روی صفحهها
- سیلندر آسیبدیده
- خوشه پنبه جامانده بر روی سیلندرهای استوانهای
اقدامات پیشگیرانه در فرایند کاردینگ
به منظور جلوگیری از تغییرات فتیله، محاسبات نخکشی باید صحیح و دقیق باشد. آزمایش بر روی قتیله باید حداقل ۳ بار در طول یک شیفت کاری انجام شود.
- مسئله تغییرات زیاد در فتیله ممکن است به دلیل مشکل کهنه بودن دستگاه ایجاد شود. بنابراین به تعمیر و نگهداری توجه کنید. اگر دستگاههای تعمیر و نگهداری داشته باشیم، بازده بیشتری بهدست میآوریم و کیفیت بهتری حاصل می شود. در صورتی که تاریخ انقضاء قطعاتی از دستگاه تمام شده باشد، باید به موقع قطعات جدید جایگزین شود.
- اکنون که عصر تکنولوژی کاردها است، ترازکنندههای اتوماتیک به صورت الکترونیکی ایجاد گردیدهاند که وزن فتیله ها را بطور خودکار تنظیم میکنند. برای به دست آوردن نتیجه بهتر با ترازکننده اتوماتیک، لازم است که وزن فتیله بهصورت دستی مورد بررسی قرار گیرد.
اقدامات پیشگیرانه برای تشکیل بافت مشبک
- تعمیرات کلی دستگاه باید به موقع انجام شود. در طی تعمیرات سراسری، تنظیمات همه قسمتهای دستگاه باید مسدود شود. تنظیمات فلت نقش بسیار مهمی در کاهش شکل گیری بافت مشبک دارند. بنابراین تنظیمات فلت نباید ناهموار باشد.
- نقطه مکش ضایعات باید بهصورت درست کار کند. این نقطه نباید مسدود گردد. اگر عامل مسدودکننده وجود داشته باشد، بافت مشبک ایجاد میشود. نقطه مکش ضایعات را بهصورت دستی نیز میتوان مورد بررسی قرار داد.
- این مسئله به نگهداری نیز ارتباط پیدا میکند. تعمیرات کلی باید در زمان مشخص انجام گیرد. سیم فلتها و سیلندرها، محدودیت زمانی کوتاهی برای استفاده دارند. پس از این محدودیت زمانی خاص، باید آن را تعویض کرد، زیرا از نظر حصول کیفیت مناسب، نقش بسیار مهمی را ایفا میکنند.